- ∷ 屋顶板\墙面板设备
- ∷ 复合板生产线
- ∷ 角驰Ⅲ设备
- ∷ C/Z型钢设备
- ∷ 门框机
- ∷ 琉璃瓦设备
- ∷ 楼承板设备
- ∷ 车厢板设备
- ∷ 防风墙设备
- ∷ 广告扣板机
- ∷ 装饰扣板机
- ∷ 960(四峰)彩钢瓦设备
- ∷ 龙骨机
- ∷ 异型设备
- ∷ 光伏支架设备
- ∷ 卷帘门机
- ∷ 搏杆机
- ∷ 伊朗专用设备
- ∷ 乌兹别克专用设备
- ∷ 南斯拉夫专用设备
- ∷ 墨西哥专用设备
- ∷ 沙特专用设备
- ∷ 俄罗斯专用设备
- ∷ 高速护栏板成型机
- ∷ 非洲专用设备
- ∷ 落水管设备
- ∷ 彩钢起拱设备
- ∷ 三维扣板设备
- ∷ 地槽机压型设备
- ∷ 海南专用设备750-760
- ∷ 缅甸专用设备
- ∷ 菲律宾专用设备
- ∷ 柬埔寨专用设备
- ∷ 风阀叶片设备
- ∷ 止水钢板设备
- ∷ 异型钢跳板
- ∷ 粮仓板设备
- ∷ 几字钢设备
- ∷ 印度尼西亚设备
- ∷ 大方板设备
- ∷ 双层加校平剪切
- ∷ 大C板
- ∷ 屋脊瓦设备
- ∷ 圆管变方管成型机
- ∷ 剪板\折弯\校平\分条机
- ∷ 冲床\放料架\接料台
- ∷ 液压\电动起拱机
0317-8302255
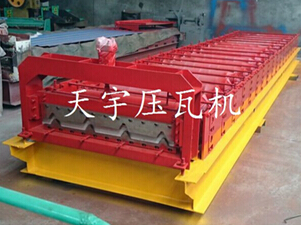
60-300模具切断、冲孔C型钢设备



 |
 |
外调(60~300mm)60-300模具切断、冲孔C型钢设备主要技术参数
一:60-300模具切断、冲孔C型钢设备主机:
1. 主机体积:长7.6米,宽1.5米,高0.9米
2. 主机重量:约为5.0dun
3. 主电机功率:11kw 六级
4. 60-300模具切断、冲孔C型钢设备减速机:行星摆线减速机
5. 大架:350H钢
7. 链轮链条:国标45#钢淬火 1.5寸
8. 中板厚度:18mm
9. 主轴:材质:45#钢,轴径:加工后φ80mm经调质处理后精加工而成
10. 校平机:七辊校平 45#钢无缝钢管,精加工,表面镀硬鉻而成
11. 轧辊模具:全部采用Gr15(轴承钢)经锻打、精加工、淬火,(硬度达到50°~52°),线切割割键槽,表面镀硬鉻而成
12. 调整套:采用45#钢无缝钢管精加工,表面镀锌,线切割割卡扣而成
13. 轧辊排数:13道
14. C型钢规格型号:调整宽度:(60~300)mm立墙高度(30~70)mm
15. 可轧板厚度:(1.5~3.0)mm
16. 可轧板速度(7~8)米/分钟
17. 型号 换方式:外部螺母调节
二:模具切割
1. 体积:长1.0米,宽1.0米,高1.0米
2. 质量:约为0.6dun
3. 液压泵站功率: 380V,50HZ,7.5KW
三:自动控制系统:采用tai湾“台达”牌PLC(工业电脑),无锡“瑞普”编码器,正泰、德力西控制件
优点:
1. 模具切断冲孔C型钢设备七辊校平,其平板效果好,传动采用活动联轴器,能够自动与主机脱节,避免不同步带来的设备运行吃力
2. 轧辊模具:采用Gr15(轴承钢)硬度高,耐磨性好,一般2年内没有明显磨损,表面镀硬鉻也能增加耐磨性
3. 主机采用外部螺母调节, 换型号时快捷方便实用,勾键采用45#钢精车、淬火、线切割而成,硬度高,绝dui不会弯曲
4. 调整套:采用卡扣式,卸装方便,互换性好,不易脱落, 换方便
6. 自动化程度高,节省人力,节省时间,出料标准
60-300模具切断、冲孔C型钢设备介绍:带钢从设备的尾部送入,经过各种压辊压制成C型钢从头部送出。经过逐步改进生产工艺,一般终实现了全工艺过程自动控制,飞跃性地提高了生产效率,增加了客户设备的技术含量和附加值。 改进过程分三步完成。一般步改进,增加长度测量装置和飞锯,当压制长度达到设定的长度时飞锯动作,自动切断型材。二步改进,加一台打边孔的液压冲孔设备,一次同时冲四个孔,飞锯从中间切断,这样就形成了相邻两段C型钢的头、尾各两个边孔。 三步改进,再增加一台打中孔的设备,在带钢压制过程中按用户设定的间距冲出中孔,一般大可以打16个中孔。 四步改进,针对新型C型钢要求在型材中部打出双孔的要求,将边孔4孔冲孔模具改为2孔模具,修改打边孔的程序,使得边孔冲压设备能够在中部打出双孔,并且孔距由用户设定,一般大可以打8组双孔。这样就可以满足所有C型钢的要求




